[/http://photos.imageevent.com/kevininohio/woodsplitter/websize/MVC-022S_8.JPGimg]
Both tables are done now and up next is the locking system to keep them in position. I'm planning on using some gears I have so I can lock them in every 10 degrees or so depending on what the situation calls for. Reliable and simple is the plan.
[img]http://photos.imageevent.com/kevininohio/woodsplitter/websize/MVC-018S_28.JPG
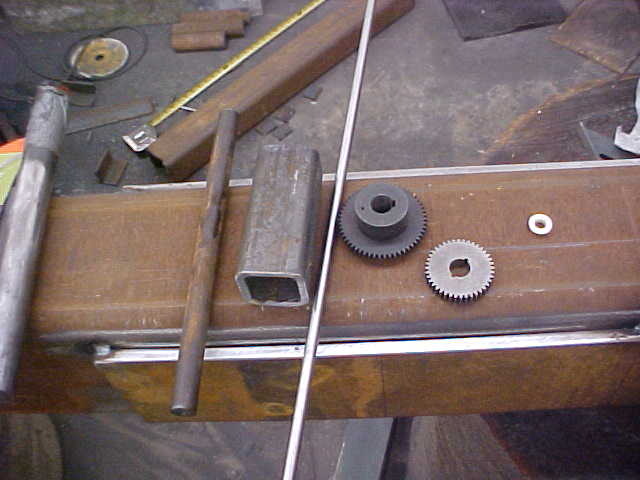
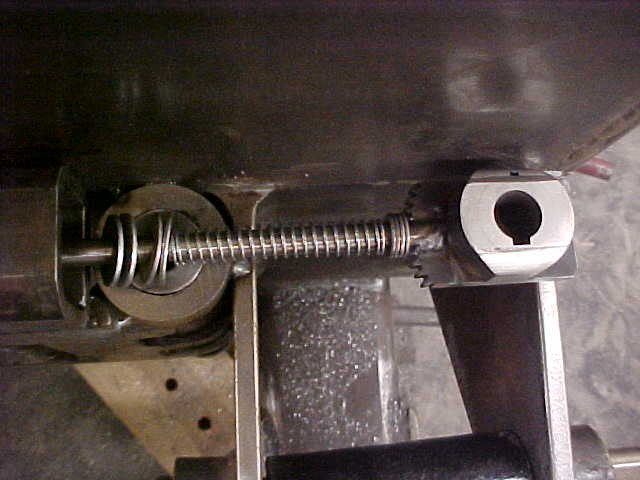
Found some gears at the local surplus store. The black one has a smaller gear on the underneath side, I'll use that one and the top portion will act as a slide and keep the debris from getting into the teeth. I'll cut the black gear down to fit in the box beam.
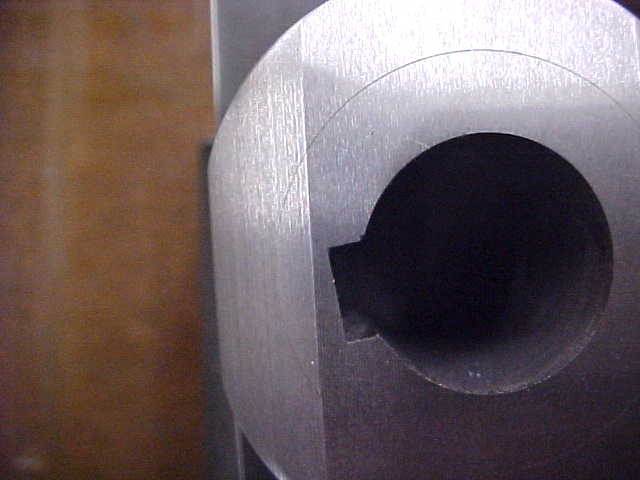
The box beam needed to be pretty thick as it will have some force against it. Welded in a shim to get the alignment right, Ground the big gear to size and took off the teeth on the showing side. Ground a radii to match the box beam as well.
Here it is slid inside. I'm going to weld it on the top edge of the table arm. The box does several thing. Protects the springs and keeps debris out, strengthens the table to the hinge and I'm also using it for a stop so the table can't hit the wedge slide.
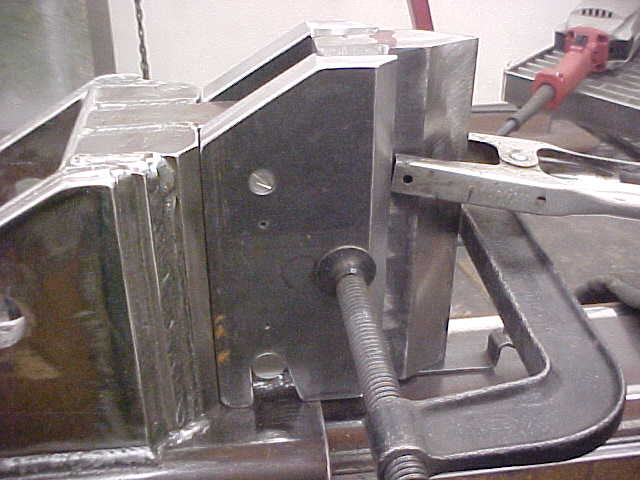
Gear is 2 piece held together with a tiny roll pin. The radii are ground so it self locates. Also nice if I break a tooth I can flip it around and reuse it. Enough stock I can regrind 90 degrees and get a total of 4 uses.
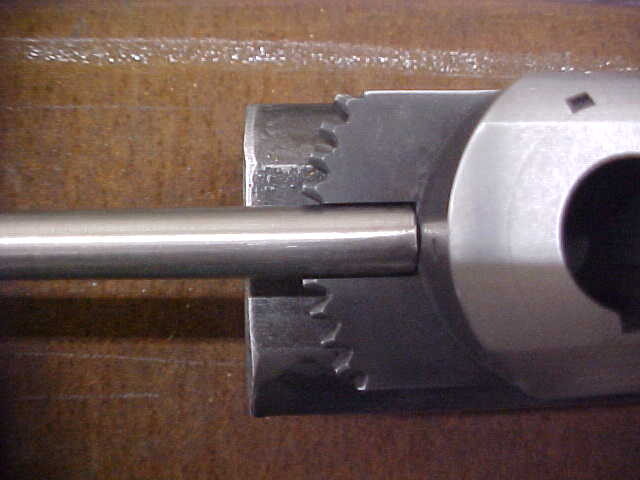
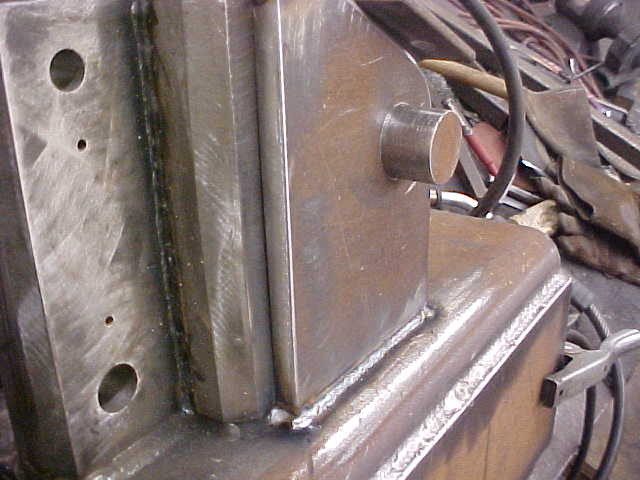
For a pull arm I'm using a stainless 3/8" rod. Ground a 3/8" slot and I'll TIG weld the rod to the gear. Rod will run mid way through the grating in the table. Release handle will be on the end where it's convenient.
Welded up and now you can see the little gear. The other gear will be bolted in the center of the table hinge. I'll grind a slot on the hinge pin and use a set screw through one of the collars to hold it. The gear may move with just one 5/8" bolt holding it but hopefully that will act as a breakaway.
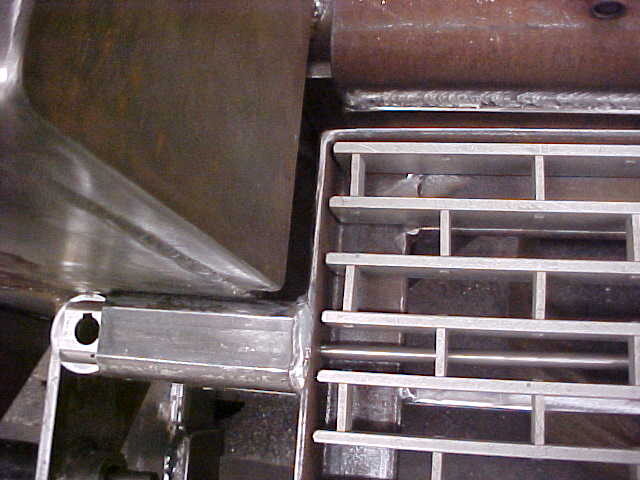
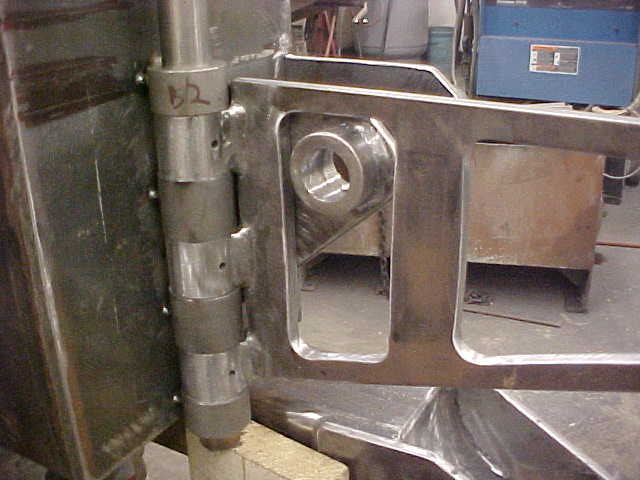
Got everything welded up. You can see the rod here along with how the box will work. I'll get the pins done next along with the handles for the release.




 That ring roller is a nice tool, beats using a piece of well casing for bending like I do
That ring roller is a nice tool, beats using a piece of well casing for bending like I do 















") As you said, we'll agree to disagree.
As you said, we'll agree to disagree.